


我国饲料工业是一个新兴产业,其成长发展历程基本上与改革开放进程同步,2016年全国商品饲料总产量达到20918万t,总产值8014亿元。按满足动物营养需要层面分类,饲料产品可分为:
(1)全价配合饲料。含有满足动物对蛋白、能量、常量矿物质、微量矿物质、维生素及各类营养性及非营养性添加剂需求的饲料。可直接饲喂动物。
(2)浓缩饲料。通常饲料配方中能量饲料如玉米、小麦、麸皮等占配方比例在50%以上,而这些原料多是养殖业者自产或方便采购的原料,为减低运输成本,饲料生产者设计出不含能量原料的饲料产品,养殖业者购回此类产品后与自产或自购的能量原料进行混合后即可生产出相对成本较低的全价配合饲料。
(3)预混合饲料。为进一步满足规模饲养者精细化饲养和降低成本的需求,饲料生产者设计出预混合饲料产品,这类产品主要包含矿物质、维生素、各类营养性及非营养性添加剂。这类产品的特点是添加比例低(农业部令2012年第3号定义不高于10%)、营养浓度高、混合难度大、产品价值高、技术含量高、贮存要求高。
农业部1849号公告[4]对前两类产品与第三类产品提出不同的生产许可要求,法规中对这两类生产企业的厂房、工艺设备、化验室等生产条件均提出不同要求,本文重点讨论预混合饲料(以下简称预混料)的生产工艺。
预混料生产工艺主要由投料、粉碎、配料、混合、包装等工艺环节组成,本文重点讨论对预混料生产影响较大的粉碎、配料和混合工艺。
1 配料工艺
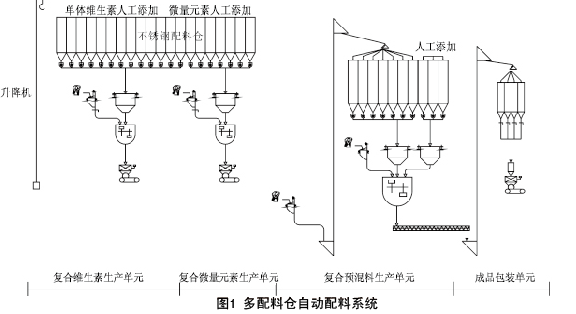
预混料产品的配方特点是:原料品种多,粒度、密度、静电特性、颜色、吸潮特性、酸碱度、流散性等物理、化学特性差异大,相互影响大,因此国内外各个生产厂家均极其重视配料环节,在这个工艺环节上国内外企业做法差异很大。外资企业,特别是欧美为代表的大型饲料生产企业,主张计算机控制的多配料仓自动配料系统。笔者认为,这个系统的优点是能够实现自动化生产,误操作风险小;缺点是投资大、机构复杂、故障率高,效率却未必高,这种工艺不是国内生产企业的主流。
国内生产企业通常做法是人工配料。人工配料一般根据配方特点分为“大料”(如载体、石粉、磷酸氢钙、盐等配方中添加量较大的原料)和“小料”(如维生素、微量矿物元素、药品及各类营养性和非营养性添加剂等配方中添加量较小的原料)。
国外多配料仓自动配料系统,如图1所示。
1.1“大料”的称量和投放
这一部分原料的称量和投料笔者主张以配料仓和电子秤的配料体系完成,这个体系可大大减轻工人的劳动强度,因添加量较大,相对误差较小,而且这部分原料价格相对较低,由配料环节的误差导致的成本差异也相对较小。
目前国内预混料生产厂家实际应用较多的是人工称量。这种操作方法的优点是大大降低了设备投资,缺点是人为误操作的概率上升,为了在制度上解决人为误操作,笔者在实践中提出分区备料的方法,即每秤投料前在指定区域(地面上划出明确边界的备料区)备齐料,由主管核实后方可投料,这样可以最大限度降低人为误操作的风险。
1.2“小料”的称量和投放
所谓小料通常指那些添加量较小、营养作用影响较大、价格昂贵的原料,各生产厂家对这部分原料的配料最为重视,小料的配料通常在小料的存贮间操作,农业部明文规定这类贮存间要配备空调,恒温恒湿。
为了满足农业部相关法规的要求,笔者设计了“小料”配料系统,这个系统由两个硬件和一个制度构成。
(1)定制特殊电子秤。该电子秤在通用电子秤基础上增加了打印机及联网功能,这样操作工每称量一种原料,打印机自动打印称重记录,称量的同时在联网的计算机中存贮数据,这台电子秤在完成一个混合批次的称重后完整地打印了全部称重的数据记录,配料操作员签字后,供品控员与配方核对,而这个打印记录存入当天的生产记录档案,以备日后追溯分析产品。由于针对性地改进了配料称重硬件,既提高了操作员工的责任感,又建立了完整的可追溯体系,使得称重环节的工艺质量上了新台阶。
(2)配料操作转盘。该称重转盘是为了方便称重操作员工提高工作效率设计,同时定制若干不锈钢贮料罐,贮料罐上标明原料名称和配料序号。
(3)配料操作制度。为准确实现配方,避免称重误操作,每个配方配料前配料操作员首先备料,即将配方上的原料搬上配料转盘,并按配料顺序排列(通常配料顺序按量由大至小排序)。不允许不参加配料的原料留在转盘上,每称取一个原料,打开贮料罐不盖上,以区别尚未称取原料的原料罐,若同一个配方配制超过一秤,第二秤则每秤取一个原料盖上一个盖子,避免重复称取误操作。
上述这套小料配料体系经过两年实际应用和不断摸索改进,取得了不错的效果,获得了行业主管部门领导的肯定和赞赏。
2 混合工艺
预混合饲料企业的产品特点是品种多、规格多。如本企业几十个产品中有加药产品、不加药产品。由于动物品种不同、生长阶段不同,配方各异,用药方案不尽相同。农业部对饲料中药品的使用有严格的法规,如何将添加量极微的药品混合均匀,且严格控制生产加药产品在设备中药物残留带给后续产品的药物交叉污染是预混料生产企业的核心课题。农业部1849号公告要求预混料生产厂家的混合机(含混合机缓冲仓)与物料接触部分使用不锈钢制造,混合机的混合均匀度变异系数不大于5%。主要目的是避免设备腐蚀,保持混合机内壁光洁,避免混合机物料残留。但以笔者多年的生产经验看,仅单纯改变混合机材质很难达此目的,因此笔者提出在满足农业部法规要求的前提下,采取如下三项措施进一步改善混合机内壁光洁度,彻底解决物料残留导致的微生物污染和药物交叉污染问题。
2.1设置单独的载体油脂混合机
为解决预混料静电吸附及部分营养需求问题,各生产厂家多采用在配方中添加油脂,而目前绝大部分生产厂家的油脂添加均在主混合机内完成,这样的设计问题很多,缺陷如下:
(1)主混合机喷涂油脂很难避免将液体油脂喷涂在混合机内壁和桨叶上,极易粘附各种原料形成结垢。
(2)这种混合机结垢很难清除,极易滋生各类病菌微生物,污染产品。
(3)这种混合机结垢大大降低了混合机内壁及浆叶的光洁度,容易导致物料挂壁残留。而生产添加药物的产品后,药物残留将严重污染后续生产的产品。
(4)直接喷涂很难避免产生油脂结块,从而影响产品的混合均匀度及颗粒整齐度。
为解决上述问题,笔者尝试另设载体油脂混合机,这样做的好处是避免主混合机接触液体油脂,载体在另一台混合机完成油脂混合后进入主混合机,避免了主混合机结垢,而载体油脂混合机由于只承担混合油脂的功能,其参与油脂混合的原料则可选择易于吸附油脂的原料如豆粕等载体,均匀混合油脂的载体输送至主混合机前通过检查筛可避免油脂结块进入主混合机影响颗粒均匀度。
2.2在主混合机入料口设置振动检查筛
所有进入主混合机的原料一律经过振动检查筛,避免各类杂质及原料结块进入混合机。
2.3可旋转输送设备
将混合机缓冲仓底端输送设备安装铰链活接法兰,使操作工能够将水平螺旋输送机径向旋转180°,目的是方便彻底清理螺旋输送机残留物料,从而减少交叉污染和药物残留。
3 粉碎工艺
绝大多数预混合饲料生产厂家均设有载体粉碎工艺以满足预混料载体的粒度要求,通常是载体经锤片式粉碎机粉碎后进入提升机垂直输送至主混合机,这个工艺设计优点是节能和运行可靠,噪音低。缺点则是这个工艺无法避免提升机底座的输送物残留,这些残留物极易滋生病菌微生物产生污染。其次该工艺无法解决粉碎机转子高速旋转产生正压带来的粉尘外溢所致的空气污染问题。
为满足新法规的要求,笔者建议改为粉碎机下负压气力输送。这个系统由高压风机、离心卸料器、脉冲除尘器和输送管道组成。这个系统缺点是高压风机功耗大,噪音高。但优点也是显而易见的:
(1)无输送残留物,彻底杜绝病菌微生物污染隐患。
(2)由于气力输送的原因,粉碎机在负压状态下
运行,彻底避免了粉碎机粉尘外溢,极大地改善了生产车间的空气质量。
(3)虽然高压风机功耗大,但粉碎机负压运行,提高了粉碎机生产效率,降低了粉碎机功耗,因而系统的功耗未必增高。
4 输送工艺
应尽量缩短成品料至包装设备的输送距离,避免垂直提升。垂直输送成品料必然会带来如下隐患:
(1)因预混料原料物理特性差异大,提升机垂直输送至头轮抛送时无法避免混合均匀的物料再次分级,降低了混合均匀度。
(2)提升机底座无法避免物料残留,给病菌微生物和药物交叉污染带来隐患。
5 结论
由于多配料仓自动配料系统投资很大,机械环节、控制环节复杂,故障率高、可靠性差,人工配料仍是现阶段国内预混料生产的主流模式。针对行业内普遍应用的人工配料现状,通过探索在配料环节改进硬件条件、完善操作制度可有效提高配料的精确性,避免人为误操作。
混合机结垢、输送设备物料残留导致的病菌微生物及药物交叉污染是目前预混料生产企业普遍存在的质量安全隐患,如何彻底避免混合机结垢、避免提升机残留、方便清理混合机及仓下输送设备是广大饲料生产企业急需解决的工艺技术难题。经两年实际应用,定期检查观测,可以确定文中介绍的这些工艺改进措施对避免病菌微生物及药物交叉污染行之有效。笔者希望这些探索性的措施对从业者起到抛砖引玉的作用。篇幅所限笔者不能在本文中对饲料生产的每一个环节逐一详细讨论,但笔者愿与广大从业者真诚交流、共同努力,推进我国预混料生产不断进步。











